Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
Applications & Uses
- Markets
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
Properties
- Color (Properties)
- Mechanical Properties
Value Units Test Method / Conditions Tensile Creep Modulus (1000 h, Strain <0.5%, at 23°C) 4700 MPa ISO 179/1eU Izod Notched Impact Strength ISO 180/A (at 23°C) 7.6 kJ/m² ISO 75-1/-2 Ball Indentation (Hardness at 961 N and 30 s) 153 MPa ISO 180/A Tensile Modulus 6900 MPa ISO 527-1/-2 Stress at Break 105 MPa ISO 527-1/-2 Strain at Break 2.4 % ISO 899-1 Charpy Unnotched Impact Strength (at 23°C) 50 kJ/m² ISO 179/1eU Charpy Unnotched Impact Strength (at -30°C) 40 kJ/m² ISO 179/1eA Charpy Notched Impact Strength (at 23°C) 5.5 kJ/m² ISO 179/1eA Charpy Notched Impact Strength (at -30°C) 5.3 kJ/m² ISO 178 Flexural Modulus 6400.0 MPa ISO 178 Flexural Strength 151 MPa ISO 2039-1 - Typical Properties
Value Units Test Method / Conditions Polymer Abbreviation PBT+ASA+PET GF20 - - Density 1390 kg/m³ ISO 1183 Natural Passed - - Black Passed - - Viscosity Number (Solution 0.005 g/ml Phenole/1,2 Dichlorbenzol 1:1) 105 cm³/g ISO 307, 1157, 1628 Moisture Absorption (Equilibrium, at 23°C/50% r.h.) 0.2 % Similar to ISO 62 Water Absorption (Equilibrium in Water at 23°C) 0.4 % Similar to ISO 62 Melt Volume Flow Rate (at 275°C/2.16 kg) 20 cm³/10min ISO 11357-1/-3 Halogen Content (Cl, Br, I) Schoeniger IC⁵ max. 50 mg/kg ISO 1133 Bulk Density approx. 0.7 g/cm³ - - Thermal Properties
Value Units Test Method / Conditions Heat Deflection Temperature A (1.80 MPa) 160 °C ISO 75-1/-2 Heat Deflection Temperature B (0.45 MPa) 205 °C - Service Temperature (Short Cycle Operation) max. 170 °C ISO 11359-1/-2 Coefficient of Linear Thermal Expansion, Longitudinal (at 23°C - 55°C) 35x10⁻⁶ /K ISO 11359-1/-2 Coefficient of Linear Thermal Expansion, Transverse (at 23°C - 55°C) 110x10⁻⁶ /K DIN 52612-1 Thermal Conductivity 0.28 W/(m K) - Specific Heat Capacity 1150 J/(kg.K) IEC 62631-2-1 - Electrical Properties
Value Units Test Method / Conditions Comparative Tracking Index 450 - IEC 60112, test liquid A Comparative Tracking Index (CTI M) 125 - IEC 60112, test liquid B Electric Strength K20/K20 (60*60*1 mm³) 39 kV/mm IEC 60243-1 Relative Permittivity (100 Hz) 3.7 - IEC 62631-2-1 Relative Permittivity (1 MHz) 3.6 - IEC 62631-2-1 Dissipation Factor (100 Hz) 30x10⁻⁴ - IEC 62631-2-1 Dissipation Factor (1 MHz) 190x10⁻⁴ - IEC 62631-2-1 Volume Resistivity 1×10¹⁴ Ohm.m IEC 62631-3-1 Surface Resistivity 1×10¹⁴ Ohm IEC 62631-3-2 - Shrinkage
Value Units Test Method / Conditions Molding Shrinkage (Free, Transversal, Plate with Film Gate) ² 0.82 % - Molding Shrinkage (Parallel) 0.43 % ISO 294-4 Molding Shrinkage (Normal) 0.74 % ISO 294-4 Molding Shrinkage (Free, Longitudinal, Plate, with Film Gate) ² 0.16 % - - Flammability
Value Units Test Method / Conditions Automotive Materials (Thickness d ≥ 1mm) Passed - UL-94, IEC 60695 Burning Behavior (at Thickness d = 0.75 mm) HB class ISO 3795, FMVSS 302 Burning Behavior (at Thickness d = 1.5 mm) HB class IEC 60695-11-10 Burning Behavior (at Thickness d = 3 mm) HB class ISO 527-1/-2 - Injection Molding
Value Units Test Method / Conditions Melt Temperature (Range) 250 - 275 °C - Melt Temperature (Optimal) 270 °C - Mold Temperature (Optimal) 80 °C - Mold Temperature (Range) 60 - 100 °C - - Drying
Value Units Test Method / Conditions Moisture max. 0.04 % - Dryer Temperature ¹ 80 - 120 °C - Drying Time 4 h - - Machine Settings
Value Units Test Method / Conditions Cylinder Temperature 3 (Metering-zone, in Front of the Screw) 270 °C - Temperature Hopper Throat 80 °C - Cylinder Temperature 1 (Feed Zone) 260 °C - Cylinder Temperature 2 (Compression) 265 °C - Cylinder Temperature 4 (Nozzle) 270 °C - Peripheral Screw Speed max. 0.25 m/s - - Processing Properties
Value Units Test Method / Conditions Melting Temperature 223 °C - Melt Temperature (Injection Molding/Extrusion) 250 - 275 °C - Mould Temperature (Injection Molding) 60 - 100 °C ISO 294-4 - Notes
- Dry air dryer or vacuum dryer
- Plate 150 x 150 x 3 mm, film gated
Regulatory & Compliance
- Certifications & Compliance
- Quality Standards
Technical Details & Test Data
- VISCOSITY NUMBER - RESIDENCE TIME
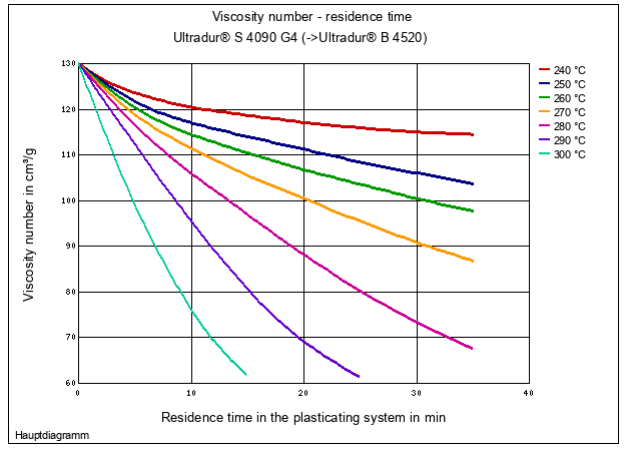
Unnecessarily high melt temperatures and excessively long residence times of the melt in the cylinder and the hot runner can bring about molecular degradation. The figure shows an example (Ultradur® B4520) illustrating how the viscosity number acts as a measure of the molecular weight as a function of the melt temperature and residence time. Based on experience material degradation of less than 10 % based on the measured viscosity in solution of the granules and the molding is tolerable. In the event of values higher than this the processing and drying parameters should be checked.
Safety & Health
- Product Safety
Ultradur® melts are stable at temperatures up to 280°C and do not give rise to hazards due to molecular degradation or the evolution of gases and vapors.
Like all thermoplastic polymers, however, Ultradur decomposes on exposure to excessive thermal stresses, e.g. when it is overheated or as a result of cleaning by burning off.
At temperatures of > 290 °C can be emitted: carbon monoxide, tetrahydrofuran.
Under special fire conditions traces of other toxic substances are possible.
Formation of further decomposition and oxidation products depends upon the fire conditions.
When Ultradur® is properly processed and there is adequate suction at the die no risks to health are to be expected.
Packaging & Availability
- Packaging Information
Standard packaging includes the 25-kg-bag, the 1000 kg octabin (octagonal container) or the 1000 kg big bag.
Other forms of packaging are possible subject to agreement. All containers are tightly sealed and should be opened only immediately prior to processing.
Further precautions for preliminary treatment and drying are described in the processing section of the brochure.
Storage & Handling
- Storage Conditions
Ultradur® can be stored for a longer period of time in dry, well vented rooms without causing problems in processing.
Ultradur® should generally have a moisture content of less than 0,04% when being processed.
Pre-drying is also for the addition of batches, e.g. in the case of inhouse pigmentation. In order to prevent the formation of condensed water, containers stored in unheated rooms must only be opened when they have attained the temperature prevailing in the processing area.
This can possibly take a very long time. Measurements have shown that the interior of a 25-kg bag originally at 5°C had reached the temperature of 20°C in the processing area only after 48 hours.